
Вопросы о коллекторах в сети довольно распространены, и касаются они автомобилей. Если мы говорим о транспорте, то здесь возможны 2 вариант коллекторов – впускной и выпускной.
Большим нагрузкам подвержен именно первый. Высокие температуры + остатки топлива буквально «прожигают» деталь, выводя ее из строя в транспортном средстве.
Как именно происходит сварка выпускных коллекторов + имеет ли смысл ее проводить вообще, мы рассмотрим в сегодняшней статье. Приступаем.
Что такое коллектор + причины его поломок
В системе автомобиля под коллектором подразумевают впускную или выпускную деталь, расположенную по обеим частям двигателя. Как правило, элементы не имеют точек соприкосновения, к тому же, в 90% случаев выполнены из различных сплавов металла.
Задачи коллектора определяются его типом:
- впускной. Задача детали – это подвод и помощь в смешивании смеси топлива до того, как она попадет в цилиндры двигательной системы;
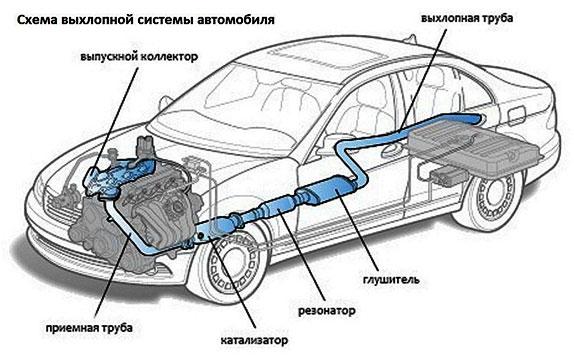
- выпускной. Выполняет отводящую функцию, где в качестве транспортного сырья выступают сгоревшие газы. Отходы поступают сначала в катализатор, а потом подаются на глушитель.
Структура обоих типов коллекторов также имеет большое сходство – это от 2 до 6 трубок, объединённые в одну, которые «одеваются» на цилиндры двигателя. Число трубок зависит от числа цилиндров, а в 2020 году могут встречаться как старые модели (та же «ОКА») с 2 цилиндрами, или продвинутые американские бензинопожирающие «монстры» с 6-ю цилиндрами. По классике – это 4 цилиндра.

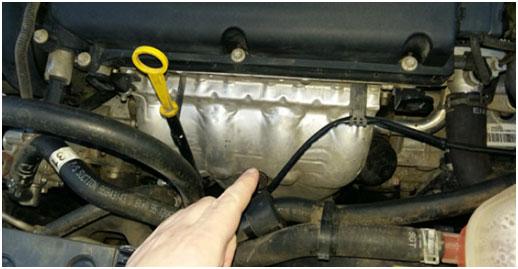
Фото впускного коллектора представлено выше. Его подключение происходит к системе по подаче топлива + воздуха. В верхней части детали будет расположена или заслонка дросселя, или карбюратор.
Принцип работы выпускного коллектора:
- После поступления в двигатель топлива, клапаны закрываются.
- Происходит поджигание смеси свечей зажигания.
- Поршень смещается вниз благодаря получившейся взрывной силе.
- В работу вступают клапана на выпуске, которые отводят сгоревшие остатки топлива и газы в выпускной коллектор. К каждой трубе идет подвод коллектора, который в конце объединяет все ответвления в единое целое.
- Катализатор поджигает смесь из трубы.
- Горючие частички отправляются или в трубоотвод, или сразу в глушитель.
- Газы выходят во внешнюю среду.
Выходной коллектор + глушитель подавляют звуки от работы мотора, делая ход транспортного средства для окружающих, в звуковом плане, комфортным.
Важно: выпускной коллектор постоянно подвергается значительным температурным ударам – от 600 до 950 градусов по Цельсию. Логично предположить, что материал изготовления детали обязан иметь высокие показатели теплоустойчивости, а обеспечить это могут только тугоплавкие металлы.
Аналогичная ситуация и со сваркой. Если для залатывания коллектора будет использован низкокачественный материал, о долговечности проделанной работы не может быть и речи. В большинстве случаев отводящий коллектор дополняют специальным датчиком, который помогает отслеживать уровень кислорода в выхлопе. Он помогает корректировать состав топливной смеси, что подается в двигатель. Как итог – незримая взаимосвязь между составляющими системы.
Теперь поговорим о классификации проблем выхлопной системы.
| Катализатор | Фильтр используется с целью задержки сажи, которая имеется в газах выхлопа. Из-за постоянного влияния высокой температуры и засорения, элементы детали плавятся крайне быстро. О неполадках сигнализирует отсутствие дыма из трубы, либо его слабое проявление с сизым оттенком. |
| Датчик кислорода | Причин поломки может быть несколько – корпус разгерметизировался, перегрев, износ, отсутствие контакта по электрической цепи или банальное механическое повреждение. |
| Гофра | Элемент глушителя цилиндрообразной формы с гофрированной трубкой внутри и внешним покрытием из нержавейки. Благодаря эластичности детали, она поглощает колебания и защищает систему от разрыва. Поломка происходит, когда забит фильтр сажи + происходит резкий скачок давления. |
| Резонатор | Часто называют малым глушителем. Расположен перед своим старшим собратом. Возможная поломка – 1-2 элемента детали прогорели. |
| Глушитель | Признаки более чем говорящие – дребезжание в месте крепления системы, снижение мощности движка и громкое звуковое сопровождение. |
| Выпускной коллектор | Возможные проблемы – разрыв патрубка или дырка в коллекторе. Признаком проблемы служит аромат выхлопных газов в помещении салона. |
Оговоренные проблемы возникают из-за влияния химических веществ, которые содержаться в смесях, распространяемых во время гололедицы. Вторая причина – износ детали. Система постоянно находится под влиянием высоких температур. Плавление и прогорание ее компонентов не диковинка.
Сварка выпускных коллекторов собственноручно: особенности и рекомендации
В сути проблемы и ее возможных причинах разобрались. Теперь давайте решим вопрос ремонта выпускного коллектора. Единственный вариант решения проблемы – это сварка. Сама по себе конструкция детали не предусматривает возникновения других проблем, кроме как сквозные дырки или трещины по причине высоких температур и влияния агрессивных веществ. Второе решение – замена коллектора на новый самостоятельно или на станции технического обслуживания.
Сварка алюминия при помощи электрода
1) Как снять/установить выпускной коллектор в авто?
В зависимости от степени сложности проводимого ремонта, может возникнуть необходимость в покупке нового коллектора, ибо сварка обойдется по той же цене, а иногда даже дороже. Для большинства владельцев проще будет обратиться в СТО, но есть и категория автомобилистов, которые предпочитают производить мелкие ремонтные работы собственными руками.

Набор инструментов для замены старого коллектора на новый:
- емкость, в которую можно слить жидкость для охлаждения;
- ручной/гидравлический/пневматический или любой другой домкрат;
- комплект ключей рожкового, накидного и торцового типов;
- трещотка-ключ + набор насадок к нему + удлинитель;
- плоская отвертка и крестовинка.
Покупая новый коллектор, в комплекте сразу нужно менять 2 типа прокладок – в связке коллектор/ГБЦ и коллектор/приемная трубка системы выпуска. О том, какой именно брать коллектор, скажет маркировка старого + проконсультироваться у продавца – это святое.
Алгоритм замены выхлопного коллектора:
- Предварительно изучаем технику безопасности при ремонте двигательной системы транспортных средств.
- Выключаем аккумулятор.
- Сливаем жидкость для охлаждения. Для этого потребуются перчатки из резины, гаечные ключи, чистая вода и емкость для слива (зайдет обычный тазик).
- В зависимости от наличия карбюратора, может потребоваться снятие ресивера инжектора. Вторая деталь к демонтажу – воздушный фильтр.
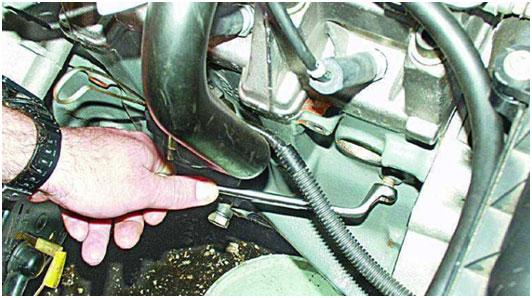
- Берем подходящий ключ и занимаемся выкруткой гаек/болтов в точках крепления коллектора к головкам блока цилиндров. Если речь идет о восьми клапанных двигателях, придется сначала снять впускной коллектор, потом только выпускной, ибо в таких системах крепления относятся к обоим типам детали.
- Занимаемся чисткой плоскости головок блоков цилиндров от остатков предыдущей прокладки. При существенных засорениях, можно воспользоваться наждачкой или напильником.
- Иногда приходится восстанавливать резьбу или устанавливать новые шпильки, что будут крепить коллектор.
- Ставим новые прокладки.
- Делаем установку нового впускного коллектора. Если это восьмиклапанный мотор, то параллельно устанавливаем и впускной коллектор, что снимали до этого.
- Закручиваем болты с гайками на ГБЦ.
- Соединяем коллектор с трубами системы выпуска и ставим новую прокладку. Гайки с болтами закручиваем не до конца.
- Проверяем верность установки деталей и сопровождающих прокладок и затягиваем болты с гайками.
- Фильтруем радиатор и заливаем в него новую жидкость для охлаждения.
- Подключаем аккумулятор.
Всего 14 шагов. Весь процесс может занять от 1 до 3 часов. Конечно же, если у человека все в порядке с прямотой рук. Если не уверены в своих способностях, лучше обратиться в сервисный центр. Дороже, но качественней.
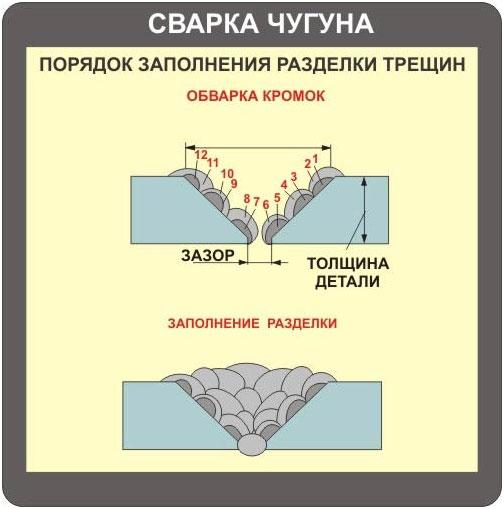
2) Как происходит сварка выпускных коллекторов из чугуна?
Перед началом работы требуется определиться из какого материала изготовлен выпускной коллектор. Здесь 2 варианта – чугун или путем сварки труб из стальных сплавов с примесями для предотвращения коррозийных процессов. Чугунные детали более распространённые в рамках РФ, потому основной объем дальнейших пояснений будет именно о них.
Способы сварки при работе с чугуном:
- Горячая технология. Когда заготовка разогревается до пиковой температуры от 600 до 660 градусов;
- Полугорячая технология. Процесс сварки протекает при температурных условиях 300-350 градусов по Цельсию;
- Холодная технология. Сварка производится в стандартных условиях, без какого-либо нагрева.
Последний вариант отличается методикой прокладки швов – короткие отрезки, на которые накладываются повторные слои. Такое подход позволяет избежать коробления материала выпускного коллектора.
Классификация типов сварки
| Газовая | Методика показывает одни из лучших результатов в работе с чугуном. Предотвращается большое выгорание углерода без потери качества в швах. | ★★★★ |
| Полуавтоматом | Одно из условий успеха – качественная подготовка детали к сварке. Важно запомнить порядок выполнения действий во время процесса. Присадкой будет специализированные вариации проволоки. | ★★★ |
| TIG-сварка | Ручная сварка с применением неплавящегося электрода на основе вольфрама, где в качестве защитного газа используется аргон. Для обработки чугуна методика вполне приемлема. | ★★★★ |
| Инвертором | Тип ручной сварки с большим количеством предварительных работ, связанных с зачисткой поверхности места сварки выпускного коллектора, обезжириванием и углублением трещины до конусообразного вида расшивки. Сам процесс происходит слоями с опорой в качестве стальных шпилек. | ★★★★★ |
Если мы говорим о работе в домашних условиях, то единственный приемлемый вариант – холодная сварка инвертором. Из-за хрупкости чугуна, профаны не смогут качественно заделать даже мелкую трещину.
Что такое сварка MIG и MAG
Какие электроды использовать:
- ОЗЧ 2 или 6. Электроды в основе которых медный стержень с обмазкой из порошкового железа;
- железо + никель. Хорошая электродная связка для чугуна. Заходит для сварки при постоянном токе;
- железо + никель + медь. Получаемые швы могут противостоять коррозийным атакам, и способны без последствий контактировать со средами агрессивного характера + горячими газами.
При выявлении трещины в выпускном коллекторе, не советуется ожидать пока та приведет к срыву патрубка. Советуется как можно скорее снять деталь с двигателя и произвести ее ремонт. Для чугунных коллекторов при сварке требуется увеличение углерода – от 3% до 7%.

Если используется горячая сварка, деталь необходимо предварительно разогревать. Температура поддерживается на одном уровне (плюс/минус 10%) на протяжении всего процесса сварки. Учитывайте физические свойства чугуна – металл очень быстро остывает.
Из-за повышенной текучести чугуна, вдоль трещины можно либо просверлить отверстия, либо воспользоваться прокладками из графита, подложив их под место сваривания также вдоль будущего шва. Порообразование во время выгорания углерода может исказить конечный результат работы, в том числе, а потому, в процессе работы будьте предельно внимательны.
3) Особенности сварки выпускного коллектора из нержавейки
Тут уже свои особенности. В зависимости от сплава, применимого в процессе сборки выпускного коллектора, могут меняться и способы сварки детали. У большинства элементов имеется примесь никеля, хрома и прочих цветных металлов, что усложняет процесс заделывания трещин и прогаров.

Обратите внимание: во избежание выгорания добавок в сплавах нержавейки, настоятельно рекомендуется производить сварку деталей исключительно в среде защитных газов.
Вторичное последствие – деформация детали из-за температурного режима сварки. При полном соблюдении технологии, обрабатывать фланец не потребуется. В обратном случае, получаем швы со сниженными антикоррозийными свойствами. Причина – преодоление отметки в 500 градусов. При достижении пиковой точки наступает процесс межкристаллической коррозии из-за перераспределения молекул металлов внутри сплава.
Популярные типы сварки для нержавейки:
- инвертор общего типа (TIG, AC) + инертная среда + электроды из вольфрама;
- ручной тип сваривания с использованием электродов со специализированным типом покрытия;
- проволока из нержавейки + среда инертного газа + полуавтоматическая сварка.
Если речь о гаражном ремонте выпускного коллектора из нержавейки, оптимальным решением станет наложение сварочных швов электродами, имеющими ММА покрытие. Можно выбрать электрод на основе титана с рутиловым покрытием.

Менее привлекательные варианты, но тоже рабочие – это опять-таки электроды из двуоксиного титана с покрытием из кальция/карбоната магния. Толщина электрода идет по ГОСТу 10052.
Сварка чугунных изделий аргоном
Одна из вариации варки чугунного коллектора сварочным аппаратом:
4) Можно ли сварить выпускной коллектор холодной сваркой?
Хотя прямого отношения к металлическому завариванию швов холодная сварка и не имеет, некоторые мастера ее все же используют на временной основе. Применять метод советуется лишь тем личностям, кто знаком с технологией исполнения.
Когда рационально использовать холодную сварку:
- если при сварке традиционным методом деталь деформируется;
- геометрия вашего коллектора имеет сложный вид, а трещина пошла в самом неудобном месте, куда электродом не подползти;
- шов располагается на границе разных металлов.
Для сварки коллектора из нержавейки холодную сварку в виде клея еще можно использовать, но, если деталь из чугуна – вы только зря потратите время. На сколько хватит шва? Километров 500 от силы, но в 80% случаев сварка отлетает уже спустя 50-100 тысяч метров, так как на сдвиг и кручение шов не работает, к слову, совсем.
Подводя итоги, отметим, что наиболее рациональная сварка выпускных коллекторов – инвертор со специализированными электродами для чугуна, и сваривание ММА электродами для нержавейки. Без опыта в сварке будьте готовы к массе косяков и срывов швов. Если желаете сэкономить нервы, лучше обратиться в СТО или замените коллектор вовсе. Удачи на дорогах!




