
Единственный вразумительный вариант соединения металлоконструкций – это сварка. Вариант соединения деталей используется как профессионалами в промышленности, так и профанами в домашнем хозяйстве.
В сегодняшней статье мы разберем расценки на сварку металлоконструкций в 2020 году. Параллельно зацепим сходность электродов и нормативы времени на сборку конструкция металлического типа под сварочные работы.
Что такое сварка металлоконструкций: суть работы + ее типы
Под термином сварка подразумевается способ соединения деталей из чистых металлов и сплавов. Понятие приобрело наибольшую популярность в таких отраслях как промышленное/бытовое строительство и машиностроение. В 21 веке 90% инфраструктур строительного направления пользуются сваркой, как основным методом соединения комплектующих деталей конструкций.
1) Пару слов о металлоконструкциях
Как понятно из термина – это общее название сооружений металлического типа. В нормативной документации металлоконструкции обозначают как «МК». До 20 века строительство пользовалось чугунным литьем, но в сейчас на первое место вышли сооружения из стали и легких сплавов цветных с черными металлами.

На первый взгляд кажется, что металлоконструкции являются эталоном качества, но, как и у любого материала, МК также имеют свои особенности и недостатки, в том числе. Объективно оценить материал поможет таблица ниже.
| Сравнительно малый вес. Благодаря оптимальным показателям по массе и прочности, МК завоевали строительный мир. | Низкое коррозионное сопротивление. Хотя в сплавы и добавляют легирующие компоненты, которые снижают темп проявления процесса коррозии, полностью затормозить его все равно не является возможным. Конструкции из чистого цинка или алюминия могут решить проблему, но появляется другая проблема – дороговизна и низкая прочность. |
| Индустриальность. Производство материала протекает на заводах с полуавтоматическим или полностью автоматическим процессом изготовления. Исключение ручного труда положительно сказывается на закупочной стоимости МК | |
| Надежность. Легирующие добавки позволяют добиться пиковых уровней сопротивления нагрузкам. | |
| Низкая проницаемость. Сталь и прочие сплавы металлоконструкций не пропускает газы и жидкости. Избежать протечек помогает сварка. | Слабая огнестойкость. Да, напрямую МК не горят, но вот плавление – запросто. Дабы снизить риски металлоконструкции покрывают специальными огнеупорными растворами и добавляют к стенам огнеупорную облицовку. |
| Вторичная переработка. Б/у металлоконструкции в 95% переплавляются на специализированных заводах. После чего с них заливают новые детали. |
Любая конструкция нуждается в надлежащем уходе, а это дополнительные затраты, которые берут на себя 1% из 99% заказчиков подобных работ. Соль, стоки, агрессивные газовые среды и прочие негативные факторы сокращают сроки работы МК в 3-7 раз, и вместо 40 лет гарантии прочности некоторых МК получим не более 5.
О классификации МК расскажет таблица ниже.
| Сборка + изготовление | Сварочные |
| Кованые | |
| Винтовые | |
| Клепанные | |
| Штампованные | |
| Комбинированные | |
| Применение | Стационарные |
| Разборно-сборные | |
| Трансформированные | |
| Назначение | Ограждающие |
| Несущие | |
| Материал | Стальные |
| Чугунные | |
| Алюминиевые |
Если обращаться к характеру соединения элементов металлоконструкций, то выделяют 3 – сварной, резьбовой и заклепочный. Ремонтировать металлоконструкции желательно сваркой – это единственный действенный метод добиться оптимальных параметров прочности в сжатые ремонтные сроки.
2) Виды сварки металлоконструкций
Сейчас можно насчитать порядка 120 разновидностей сварки металлоконструкций.
Широкое распространение сварочные соединения приобрели за счет своей дешевизны и скорости ремонтных работ. Базовое условие применения – необходимость крепкого соединения элементов конструкции, включая плотное прилегание деталей друг к другу. Добиться водо- газонепроницаемости заклепочным или резьбовым ремонтом тяжелее, дольше и дороже. Об основных разновидностях сварки расскажет таблица ниже.
Диффузионная сварка металлов
| Дуговая | Электрод движется точечно. Среда применения – воздух и вода. Электрод может быть, как плавильный (при аргоне в качестве защиты), так и неплавящийся, а сам процесс делится на 2-х дуговой и много дуговой. |
| Электрошлаковая | Через шлак проходит тепловая энергия, из-за которой тот плавится и соединяет металлические элементы. Метод сварки часто применяют при работе с толстыми слоями металла. |
| Газовая | При помощи газа нагреваются кромки соединяющихся деталей и производится их соединение. Рационально использовать на тонких слоях металла (менее 0.5 сантиметра). Тип сваривания широко применяется в судо- и машиностроении. |
| Термитная | Процесс организуется за счет алюминотермической реакции. В качестве топлива применяется порошковый алюминий. Хорошо заходит при сваривании железнодорожного полотна, а благодаря возможности работы в вакууме, термитная сварка применяется и в системах высокого напряжения. |
| Контактная | Синоним комбинированной. Ток, проходящий через контакты соединяемых деталей, и нагревает их, а давление соединяет воедино. В результате контактной сварки получаются соединения неразъемного типа, что дает возможность широкого использования метода сваривания в промышленности, где необходимо качественное соединение элементов. |
Если в общих чертах рассматривать процесс сварки, то следует выделить 3 направления – термическая, термомеханическая и чисто механическая. Последний тип наименее действенный, ибо в основе лежит механические процессы взаимодействия тел (холодная сварка), а потому, прочность и непроницаемость полученных соединений в разы ниже других способов соединения.
Важно: для правильного подбора типа сварки от человека требуется учет марки материала, условий эксплуатации конструкций и доступности оборудования. При выборе последнего необходимо взять во внимание пространственное положение + протяжённость шва, род используемого тока и параметры режима по сварке.
Особо трудным материалом для сваривания считается чугун. Графит внутри сплава крайне неустойчив, и образование трещин во время работы в порядке вещей. Основной метод сваривания чугунных деталей в металлоконструкциях – это дуговой сварочный аппарат с электродами ЦП-4 или неплавящимися с вольфрама/графита.
3) Нормирование времени по сборке металлоконструкций под сварку
Когда человек обращается за услугой к сварщику или организации, работающей в нише, он ожидает услышать точные сроки выполнения работ. Мало кто понимает, что четкого расчета по рассматриваемым нормам не предусматривается. При рассмотрении сроков отделы организаций работают с таким понятием как оперативное время.

Оперативное время – период выполнения трудовой операции на каждую единицу металлоконструкции из расчета средний норм, указанных в технологиях сварки. Для каждого метода соединения элементов МК оперативное время отличается.

Каждая компания самостоятельно рассчитывает нормативы времени на сборку металлоконструкций под сварку. В большинстве случаев в учете участвует от 5 до 20 переменных.
Основные параметры расчета сроков на единицу сборки:
- конструктивная сложность;
- масса;
- габариты;
- число соединяемых элементов;
- используемые инструменты и приспособления.
- тому подобное.
Нормативы времени на сборку металлоконструкций по сварку у 80% организаций строительного направления состоят из 4 пунктов. Детальнее по каждому из них будет рассказано в таблице ниже.
| Основное | Время, отводящееся под координацию действий сотрудников, процесс непосредственного соединения и фиксации между собой компонентов единицы детали, которая будет отправляться на сварку. |
| Вспомогательное | Неразрывный, а чаще включающий подэтап работы в основном процессе подготовки. Используется при усложняющих обстоятельствах работы – неблагоприятные погодные условия или особые пожелания заказчика. Норма времени на вспомогательный этап рассчитывается |
| Организационно – техническое | Отводится на отдых сварщиков и перекус/перекур. По нормам охраны труда – это 10% оперативного времени на процесс сварки одной единицы детали. |
| Подготовительно – заключительное | Сроки изменяются в зависимости от сложности деталей, что отправляются на сварочные работы. Второй немаловажный фактор – организация трудового процесса со стороны поставщика услуги по ремонту металлоконструкций. К примеру. На конструкционную единицу из 50 деталей дается 20 минут. |
Для вычисления оперативного времени существует 3 способа – хронометраж, аналитика и комбинация двух предыдущих методов. Оптимальным считается первый вариант определения — хронометраж. Сборщика на протяжении 1-3 часов проверяют на скорость сварки одной и той же детали. Выборка исключает первые 10-20 повторений и последние 10 – это позволяет избежать неточных данных, связанных с добавлением лишних этапов и переходов со стороны сварщика. Спустя 20-40 минут процесс будет оптимизирован работников интуитивно.
Технологические особенности сварки металлоконструкций
Перед сваркой детали доставляются на место по сборке, где далее проводятся подготовительные работы – перемещение конструкционных элементов, их временное крепление друг к другу при помощи кондуктора и вторичная фиксация деталей.
Сварка алюминия при помощи электрода

Сварка металлоконструкций без качественной предварительной сборки невозможна. От качества работы напрямую будет зависеть долговечность и надёжность всего проекта. Мельчайшая неточность может привести к нарушению всей структуры соединений, а это прямой провал инженерного проекта.
1) Как организовать процесс правильно?
Исходя из нормативов по оперативному времени, порядка 70% уходит под сборку конструкции для сварки. Опытные сварщики имеют в запасе пару приемов, которые могут сократить затрачиваемое время н сварку, но для этого от человека требуется опыт работы в нише + эталонные навыки работы с кондуктором.
Сварка чугуна в домашних условиях
Рекомендации по сборке металлоконструкций под сварку:
- Предусматривайте смещение элементов, оставляя под данный процесс немного пространства. Делать это следует до использования кондуктора.
- Детали обязаны быть расположены строго по своих местах согласно карте сварки. Корректировка позиции должна производится до поступления элемента на стапель.
- Во избежание нарушения функциональных возможностей сборки, элементы должны соответствовать проектным. Замена самодельными или дешевыми аналогами недопустимо.
- Зазоры должны быть оптимальны – не больше и не меньше оговорённых в проектной документации норм.
- Особое внимание уделяйте углам сборки. Если по проекту предусматривается скос в 45 – он должен быть 45, а не 48-50. Перпендикулярные направляющие должны быть под 90 градусов, в противном случае, целостность конструкции будет под риском из-за перекоса.
Оговоренные выше правила применимы на этапе поступления элементов металлоконструкции на штапель. Что-то менять вовремя ручной сварки нерационально. Если же в работе участвует роботизированная система, никаких корректировок она производить не будет по умолчанию, и все косяки останутся на виду прораба.
Температурный режим при сварке:
- -18 C – минимальная допустимая температура детали для сварочных работ. Допускается предварительный подогрев;
- при сварке деталей из различных марок стали, в расчет температуры подогрева берется больший показатель;
- +21 С – оптимальная температура подогрева для детали перед сварочными работами.
В зависимости от расположения заготовок, типа шва, технологии, условий, толщины и марки материала, идет разделение на типы сварных соединений. Классифицируется 4 типа сварочных соединений – встык, внахлест, угловое и тавровое.

При сварке металлоконструкций в 75% случаев используется стыковое и угловое соединения. Первый тип выполняется через прямой полный провар по всей толщине деталей, либо пользуются методом выводных планок. Угловое соединение подвергается большим нагрузкам, из-за чего к нему предъявляются особые требования. Обычно они прописываются в технологической документации компании-поставщика услуг, но общие рекомендации можно найти и в сети интернет.
Что такое сварка ТИГ
2) Расход электродов при сварке металлоконструкций + оптимизация процесса
Любой производственный процесс обязан точно просчитывать расходный материал на сварку – это основа экономии и рационализации в распределении финансов. При работе с металлоконструкциями необходимо брать в учет конфигурационную специфику и необходимое число электродов, что расходуется на 1000 килограмм МК.
А) Методы просчета расхода электродов
Если вы не занимаетесь сваркой металлоконструкций в промышленных масштабах, то дальнейшая информация для вас будет не столь актуальной. В бытовом применении сварочное оборудование потребляет до пачки электродов в месяц в зависимости от интенсивности его использования.
Что влияет на расход электродов:
- вес наплавки по шву. Пиковое значение составляет полтора процента от массы всей детали, на которой будет производиться работа;
- длина по шву. Иногда для большей надежности приходится делать 2-3 шва по одной линии, что соответственно увеличивает расход по электродам;
- какой тип сварки используется;
- нормы по расходу наплавки.
Расход электродов при сварке металлоконструкций можно просчитать 2 вариантами – в теории, и на практике. Теоретический расчет подразумевает использование узкоспециализированных формул и табличных значений оборудования + материалов металлоконструкции.

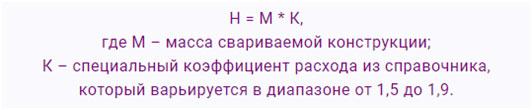
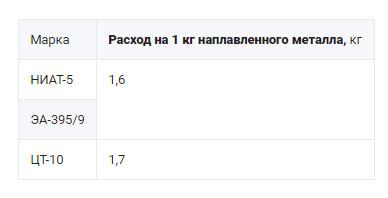
Методы теоретического расчета расхода электродов:
- по коэффициенту (справочная информация на картинке выше);
- по физике электрода и металлоконструкции.

Чтобы практически определить расход электродов, сварщику требуется провести один и тот же тип сварки несколько раз (5-10). Во избежание неточностей внешние показатели среды и угол сварки должны быть максимально близки между заходами.
После каждого теста человек должен:
- Измерять длину огарка.
- Взять во внимание силу тока и выдаваемое аппаратом напряжение.
- Измерять длину сварного шва.
Нужно понимать, что и теоретический и практический методы не могут выдать 100% точный расход электродов при сварке металлоконструкций, а потому при закупке материалов человек должен брать во внимание погрешность (брак прутков), и закупать на 4%-8% больше от просчитанных значений.
Б) Сколько электродов в 1 кг?
Предположим, мы знаем расход электродов. Возникает второй вопрос – сколько электродов вмещается в пачку при закупке. У 80% производителей расходного материала информация присутствует на сайте, но что делать если ваш оптовый поставщик относится к тем 20%, которые этого не просчитывают заранее.
Что влияет на число стержней в 1 кг:
- радиус электрода;
- дина;
- удельный вес электрода;
- насколько толстая и герметичная упаковка.
Чем выше оговоренные выше значения для прутков электродов, тем меньшее их количество будет располагаться в упаковке. Некоторые производители могут идти обходными путями, и торговать материалом без упаковки (на развес). В таких случаях работы для покупателя становится меньше.
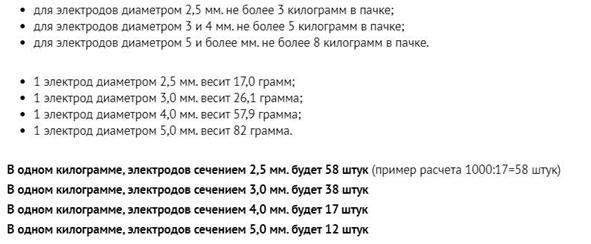
Помощником в решении вопроса выступает также ГОСТ — 94 466 — 75. В нем указываются максимальные допустимые значения по различным сечениям электродов в отношении их числа пачки и веса каждого прутка.
В) Просчет расхода электродов на 1 метр шва и 1 кг наплавленного металла
Параметр также актуален только для крупномасштабных проектов, где вес металлоконструкций исчисляется сотнями тысяч тонн. Расчет допустим в 2 вариантах – при помощи онлайн-калькуляторов на специализированных сайтах по сварке, и посредством ручных просчетов на бумаге по формуле. Для второй категории сварщиков пригодится формула ниже.
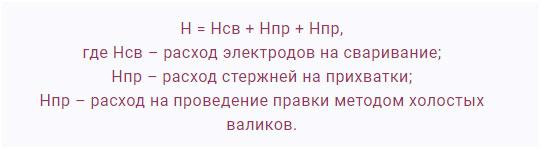
Расход электродов для прихватки (Нпр) высчитываются как процентное отношение от использования материала на основной объем работы. Если стенки свариваемой детали менее 1.2 сантиметра – это 15%, а при стенках более 1.2 сантиметра – 12%.

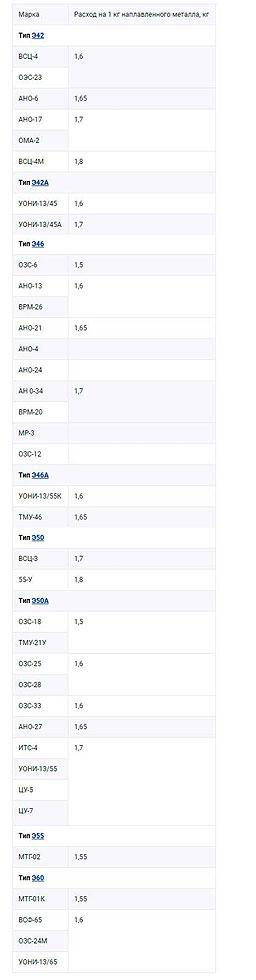
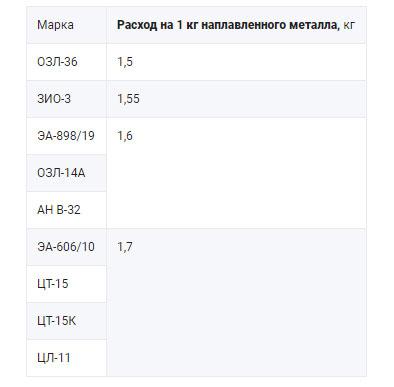
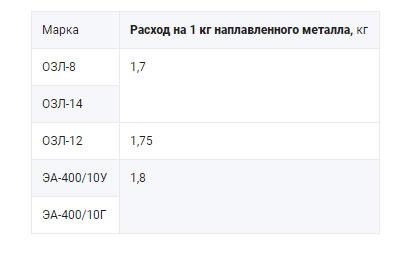
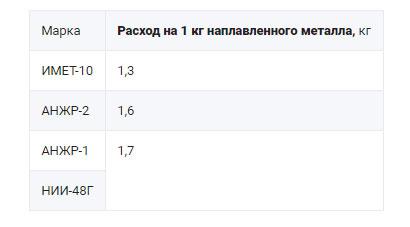
Не обходят стороной нормы и типы прутков электродов. Значения меняются в зависимости от толщины стенок свариваемой конструкции. Таблица выше – пример зависимости между коэффициентом расхода на 1 единицу электрода и его маркой.
Таблицы по расходу прутков на 1 кг наплавленного металла (сталь):
- углеродистые и низколегированные стали;
- высоколегированные
- коррозионностойкие
- теплоустойчивые
- разнородные
- жаропрочные

В конце хотим сказать пару слов про оптимизацию расходов за счет экономии на электродах. Будет ли потеря в качестве? Если следовать советам ниже, то можно обойтись и без этого. Если разумно подойти к вопросу, то бюджет на электроды для сварки можно сократить на 2%-5%.
Как снизить расходы по электродам:
- пользоваться при сварке автоматом или полуавтоматом. Ручная сварка по умолчанию увеличивают расход присадки на 6%-8%;
- напряжение и сила тока должны соответствовать марке электродов. Меняя прутки, необходимо производить и корректировку сварочного аппарата;
- подобрать оптимальное положение электрода для снижения расхода присадки – определяется опытным путем.
Если же закупщик не экономит на качестве электродов + придерживается вышеописанных рекомендаций, конечный результат экономии стремиться к показателю в 30%. Согласитесь, хорошая перспектива.
Пару слов о разновидностях сварочных работ:
3) Каковы расценки на сварку металлоконструкций по РФ?
Ценник за сварку металлоконструкций разнится в каждом из регионов. В расчет берется репутация фирмы-поставщика услуг, уровень мастерства сварщика, а также классические показатели – сложность сварочных работ и общий объем по заказу услуги.
Стоимость выставляется за 1 погонный метр или шов. Когда клиенту требуется сварка сложных металлоконструкций (трубы или решетки), лишь 40%-50% организаций способны удовлетворить потребность заказчика, ибо в штате просто не найдется спецов соответствующей квалификации.
О факторах влияния на формирование ценника по сварке расскажет таблица ниже.
| Сложность сварки | Конструкционные особенности. Меньше деталей – ниже ценник. |
| Требование использования специализированного сварочного оборудования. | |
| На сколько хорошо поддается сварке материал элементов. | |
| Нужно ли предпринимать дополнительные операции для укрепления швов. | |
| Удобство проведения сварки + доступность локации. | |
| Конфигурационные сложности в создании швов сварки. | |
| Ориентация элементов и точек сварки в пространстве. | |
| Возможен ли риск деформации конструкции при термической обработке. | |
| Вид сварки | Сварка деталей автотранспорта. Производятся полуавтоматом либо дуговой сваркой под аргоном. Ток переменный или постоянный. |
| Сварка металлоконструкций. В сложных проектах расчет производится по чертежам. | |
| Бытовой. Оценка работы происходит в поштучном варианте. | |
| Производственная. (цех). Наценка ставится в зависимости от условий работы и сложности конструкции. | |
| Объем | Единица измерения – тонны или погонные/квадратные метры. Параметр учитывает число специалистов и подсобных сотрудников для выполнения сварочных работ. При больших заказах обычно делается скидка. |
| Технология | Материал сварки и технология наложения шва может скорректировать ценник сварочных работ до 50%. Проще всего работать с трубами и арматурой, а вот неразъемное соединение тяжело свариваемых конструкций обойдется куда дороже. |
| Сроки | Аварийные вызовы тянут за собой повышение стоимости заказа до 30%-50%. В учет берется топливо и аренда транспортного средства, если у компании не имеется собственного авто. |
В процессе работы монтажный этап не берется в общий расчет – за него платят отдельно. Еще один дополнительный параметр, который учитывается сварщиком при формировании чека – коэффициент сложности. Его вариативность находится в пределах 1.1-2 пунктов. Конечный результат просчетов умножается на коэффициент сложности. Ознакомиться с самой формулой можно ниже.

Постоянные скачки рубля не позволяют предоставить актуальные расценки на сварку металлоконструкций в текущий момент. Чтобы не теряться в догадках, лучше изучить предложения через сеть и вывести среднее арифметическое по ценнику для себя самостоятельно. Консультирование по телефону также никто не отменял – это быстро и бесплатно!




